

軟硬結合板的常規做法
軟硬結合板的常規做法以及特例分析
常規做法:軟板(單雙面板、多層板)和軟硬結合板。
軟板(單雙面板、多層板)
一.單面板:普通單面板和單面雙接觸板
1. 普通單面板:有膠基材和無膠基材
疊構: ①有膠基材 ②無膠基材

基本流程:下料→化學清洗→貼干膜→曝光→顯影→首檢/每小時抽檢→蝕刻→首檢/每小時抽檢→去膜→首檢/每小時抽檢→AOI→化學清洗→烘干120℃15Min→下料→貼上保護膜→層壓→首檢/每小時抽檢→下料→貼補強→層壓→首檢/每小時抽檢→自動認位打孔→首檢/每小時抽檢→化學清洗→表面處理→首檢/每小時抽檢→刀模分割→首檢/每小時抽檢→ET→鋼模沖切外形→首檢/每小時抽檢→FQC→QA→包裝出貨。
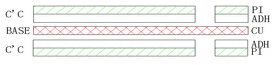
2. 單面雙接觸板
⑴上下保護膜開口在同一區域時的做法:CC+CU+CC(純銅箔+保護膜)。
此時鏤空處線寬不能小于8mil;且為防止飄線,CC要壓住線路至少20mil;另外要注意上下保護膜錯開防止斷線。
疊構:純銅箔+保護膜
基本流程:下料→鉆孔包裝→鉆孔→首檢/每小時抽檢→下料→貼下保護膜→層壓→首檢/每小時抽檢→化學清洗→兩面貼干膜→曝光→顯影→首檢/每小時抽檢→蝕刻→首檢/每小時抽檢→去膜→首檢/每小時抽檢→AOI→化學清洗→烘干120℃15Min→下料→貼上保護膜→層壓→首檢/每小時抽檢→自動認位打孔→首檢/每小時抽檢→化學清洗→表面處理→首檢/每小時抽檢→刀模分割→首檢/每小時抽檢→ET→鋼模沖切外形→首檢/每小時抽檢→FQC→QA→包裝出貨。
⑵上下保護膜開口不在同一區域時的做法:CU+CC(無膠基材+保護膜)。此時CC的膠只能用環氧膠,不可用壓克力膠;是走蝕刻PI線。
疊構:無膠基材+保護膜
基本流程:下料→化學清洗→貼干膜→曝光→顯影→首檢/每小時抽檢→蝕刻→首檢/每小時抽檢→去膜→首檢/每小時抽檢→AOI→化學清洗→烘干120℃15Min→下料→貼上保護膜→層壓→首檢/每小時抽檢→化學清洗→兩面貼抗KAPTON ETCH干膜→曝光→顯影→首檢/每小時抽檢→預浸→蝕刻KAPTON→首檢/每小時抽檢→去膜→首檢/每小時抽檢→自動認位打孔→首檢/每小時抽檢→化學清洗→表面處理→首檢/每小時抽檢→刀模分割→首檢/每小時抽檢→ET→鋼模沖切外形→首檢/每小時抽檢→FQC→QA→包裝出貨。
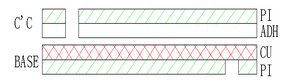
二.雙面板:普通雙面板和雙面Air-gap板
1.普通雙面板:有膠基材和無膠基材
疊構: ①有膠基材 ②無膠基材(Shadow兩遍)
基本流程:下料→鉆孔包裝→鉆孔→首檢/每小時抽檢→Shadow→(圖形電鍍時在此增加:兩面貼干膜→曝光→顯影→首檢/每小時抽檢)→鍍銅(整板電鍍)→首檢/每小時抽檢→(圖形電鍍時在此增加:去膜→首檢/每小時抽檢)→化學清洗→兩面貼干膜→曝光→顯影→首檢/每小時抽檢→蝕刻→首檢/每小時抽檢→去膜→首檢/每小時抽檢→AOI→化學清洗→烘干120℃15Min→下料→貼上保護膜→層壓→首檢/每小時抽檢→自動認位打孔→首檢/每小時抽檢→化學清洗→表面處理→首檢/每小時抽檢→刀模分割→首檢/每小時抽檢→ET→鋼模沖切外形→首檢/每小時抽檢→FQC→QA→包裝出貨。
2.雙面Air-gap板:有膠基材和無膠基材
疊構: ①有膠基材 ②無膠基材(Shadow兩遍)

基本流程:下料→疊板→預壓→下料→疊板層壓→首檢/每小時抽檢→二次鉆孔→首檢/每小時抽檢→裁邊→Shadow→(圖形電鍍時在此增加:兩面貼干膜→曝光→顯影→首檢/每小時抽檢)→鍍銅(整板電鍍)→首檢/每小時抽檢→(圖形電鍍時在此增加:去膜→首檢/每小時抽檢)→化學清洗→兩面貼干膜→曝光→顯影→首檢/每小時抽檢→蝕刻→首檢/每小時抽檢→去膜→首檢/每小時抽檢→AOI→化學清洗→烘干120℃15Min→下料→貼上保護膜→層壓→首檢/每小時抽檢→自動認位打孔→首檢/每小時抽檢→化學清洗→表面處理→首檢/每小時抽檢→刀模分割→首檢/每小時抽檢→ET→鋼模沖切外形→首檢/每小時抽檢→FQC→QA→包裝出貨。
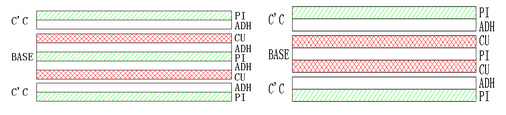
三.三層板:普通三層板和三層Air-gap板
1.普通三層板:有膠基材和無膠基材
疊構:①有膠基材
雙面板+單面板 單面板+單面板+單面板

②無膠基材(Shadow兩遍)
雙面板+單面板 單面板+單面板+單面板

制作方式:對于單+單+單結構、首先要將兩張單面基材壓合成雙面基材(如圖I)。采用輔助底片、三明治做法。
基本流程:下料→疊板→層壓→首檢/每小時抽檢→二次鉆孔→首檢/每小時抽檢→裁邊→烘烤120℃ 2hour→電漿回蝕→首檢/每小時抽檢→Shadow→(圖形電鍍時在此增加:兩面貼干膜→曝光→顯影→首檢/每小時抽檢)→鍍銅(整板電鍍)→首檢/每小時抽檢→(圖形電鍍時在此增加:去膜→首檢/每小時抽檢)→化學清洗→兩面貼干膜→曝光→顯影→首檢/每小時抽檢→蝕刻→首檢/每小時抽檢→去膜→首檢/每小時抽檢→AOI→化學清洗→烘干120℃15Min→下料→貼上保護膜→層壓→首檢/每小時抽檢→自動認位打孔→首檢/每小時抽檢→化學清洗→表面處理→首檢/每小時抽檢→刀模分割→首檢/每小時抽檢→ET→鋼模沖切外形→首檢/每小時抽檢→FQC→QA→包裝出貨。
2. 三層Air-gap板:有膠基材和無膠基材
疊構: ①有膠基材 ②無膠基材(Shadow兩遍)

制作方式:同普通三層板。
基本流程:同普通三層板流程。
四. 四層板:普通四層板和四層Air-gap板
1.普通四層板:有膠基材和無膠基材
疊構:①有膠基材(圖略) ②無膠基材(Shadow兩遍,圖略)
制作方式:采用三明治做法,先疊板內層再壓合外層。
基本流程:同三層板基本流程。
2.四層Air-gap板:有膠基材和無膠基材
疊構:①有膠基材(圖略) ②無膠基材(Shadow兩遍,圖略)
制作方式:采用三明治做法,先疊板內層再壓合外層。
基本流程:同三層板基本流程。
五. 五層板:普通五層板和五層Air-gap板
1.普通五層板:有膠基材和無膠基材
疊構:①有膠基材(圖略) ②無膠基材(Shadow兩遍,圖略)
制作方式:首先內層線路L2/L3、L4/L5走雙面板流程,其中L5用輔助底片;然后總疊板(需打鉚釘),做L1和L5的線路。
基本流程:同三層板基本流程。
2.五層Air-gap板:有膠基材和無膠基材
疊構:①有膠基材(圖略) ②無膠基材(Shadow兩遍,圖略)
制作方式:首先內層線路L2/L3、L4/L5走雙面板流程,其中L5用輔助底片;然后通過疊板孔進行總疊板(需打鉚釘),做L1和L5的線路。
基本流程:同三層板基本流程。
六. 六層板:普通六層板和六層Air-gap板
1.普通六層板:有膠基材和無膠基材
疊構:①有膠基材(圖略) ②無膠基材(Shadow兩遍,圖略)
制作方式:首先內層線路L2/L3、L4/L5走雙面板流程,三明治做法;然后通過疊板孔進行總疊板(需打鉚釘),最后做L1和L6的線路。
基本流程:同三層板基本流程。
2.六層Air-gap板:有膠基材和無膠基材
疊構:①有膠基材(圖略) ②無膠基材(Shadow兩遍,圖略)
制作方式:首先內層線路L2/L3、L4/L5走雙面板流程,三明治做法;然后通過疊板孔進行總疊板(需打鉚釘),最后做L1和L6的線路。
基本流程:同三層板基本流程。
七. 六層板以上的依此類推,不一一列舉。
軟硬結合板
一.軟硬結合板
疊構:

基本流程:

兩個內層BASE的壓合
三明治做法做內層線路
壓L2/L3的保護膜
預壓兩個外層的膠
疊上兩個外層后層壓
二次鉆孔
鍍銅
外層DES
壓合外層的保護膜
特例分析:
案例一.
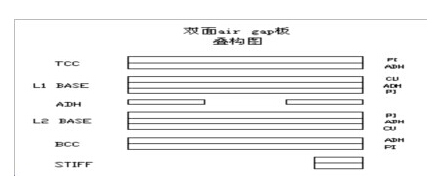
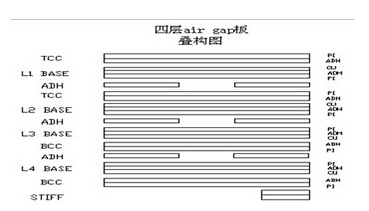
四層AIR-GAP的制作流程

制作流程:
其他
注意點:
各層的面別, 層壓與預壓的區別,
AIR-GAP絕對不允許在AIR-GAP處有導通孔。
兩次二次鉆孔的不同,如何保證層間對位的。
案例二.
L1/L2 、L1/L4 盲孔HINGE FLEX的制作方法
說明:此HING FLEX是一個有1-2層之間通孔與1-4層間通孔的盲孔板。

●此類板子的制作難點:有兩次鉆孔,L1層線路需要對兩次鉆出的孔對位,同時不允許出現孔破。如下圖:
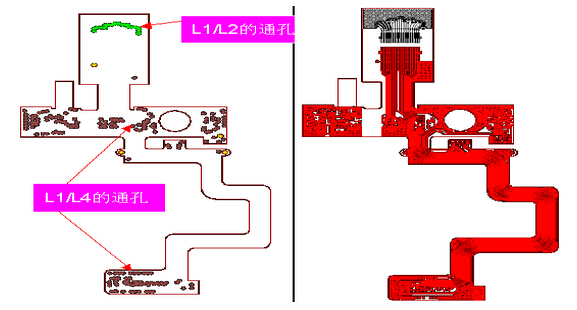
●此第一層線路需要同時對準L1/L2與L1/L4層兩次鉆出的通孔。由于板子的漲縮與層間對準度的原因同時對準十分困難。
●此類板子在改善方案:
•此為四層板,L1/L2的PTH孔能否改成L2/L3通孔。
•對于兩次分開鉆的PTH孔對應的VIA-HOLE PAD盡量的加大。
•設計時的注意點是,基準層必須要以L2層為基準。(同樣是對位的問題,同時二次鉆孔時要MIRROR)POLIT孔與二次鉆孔定位孔放在L2層。
案例三.
一四層四層板的做法
具體做法如下:所經過的生產流程與四層AIR-GAP板的流程大體相同,只是增加中間沖切細隙與需要撕廢料的步驟。

注意點:
•對于SLOT讓位槽的要求:雙面air-gap板則是沖細隙,多層板做SLOT讓位槽。
案例四.
附加:
FPC 彎折及影響因素
FPC的組成(雙面):
FPC的組成(四層):
柔性板的特點: FPC被廣泛應用在需要動態結構的場合中,耐彎折性能和抗拉扯性是其最大的特點!
彎折的影響因素:
n1.銅的結構:壓延銅有比ED銅更好的抗拉性能,在需彎折和拉扯的場合,一般需用壓延銅!
n2.最小張力疲勞:為使線路中的銅能夠得到最小的張力疲勞,FPC的壓合結構需平衡!
n3.彎折半徑:彎折半徑大的話,可以減少應力點的張力,可以加大彎折壽命!
4.FPC厚度:FPC厚度薄可以減少銅線的應力
其他因素:
1.表面,邊緣平滑,壓力點
2.應力的集中點
3.膠的厚度,過度擠壓和膠少都會導致不平衡
4.分層,結構不好可能會導致線路快速破壞
5.可痕、PI邊緣不平滑會導致撕裂
6.操作不當,銅的皺折
7.STF 結構不當,影響彎折區域
8.銅的表面處理會導致結構不平衡
ps:部分圖片來源于網絡,如有侵權,請聯系我們刪除









最新產品
通訊手機HDI
-

-
型號:GHS08K03479A0
階數:8層二階
板材:EM825
板厚:0.8mm
尺寸:144.08mm*101mm
最小線寬:0.075mm
最小線距:0.075mm
最小孔徑:0.1mm
表面處理:沉金+OSP
通訊手機HDI
-

-
型號:GHS06C03294A0
階數:6層二階
板材:EM825
板厚:1.0mm
尺寸:92mm*118mm
最小線寬:0.075mm
最小線距:0.075mm
最小孔徑:0.1mm
表面處理:沉金
通訊模塊HDI
-

-
型號:GHS04K03404A0
階數:4層一階+半孔
板材:EM825
板厚:0.6mm
尺寸:94.00*59.59mm
最小線寬:0.076mm
最小線距:0.076mm
最小孔徑:0.1mm
表面處理:沉金+OSP
5G模塊PCB
-

-
型號:HS10K21632A0
層數:10層
板材:生益 S1000-2
板厚:1.6+/-0.16mm
最小孔徑:0.102mm
最小線寬:0.102mm
表面處理:沉鎳金+OSP
P1.5顯示屏HDI
-

-
型號:GHS04C03605A0
層數:4層一階
所用板材:EM825
板厚:1.6mm
尺寸:24mm*116mm
最小盲孔:0.1mm
最小埋孔:0.2mm
最小線寬:0.13mm
最小線距:0.097mm
表面處理:沉金
外形公差:+0.05/-0.15mm(板內無定位孔)
特殊要求:燈窩間距:P1.5
P2.571顯示屏HDI
-

-
型號:GHS04C03429A0
階層:4層一階
板材:EM825
板厚:1.6mm
尺寸:215.85mm*287.85mm
最小盲孔:0.1mm
最小埋孔:0.2mm
最小線寬:0.152mm
最小線距:0.152mm
表面處理:沉金
外形公差:+/-0.15mm(板內無定位孔)
特殊要求:控深鉆帽子電鍍間距:P2.571
P1.9顯示屏HDI
-

-
型號:GHM08C03113A0
階層:8層一階
板材:EM825
板厚:1.6mm
尺寸:239.9mm*239.9mm
最小盲孔:0.1mm
最小埋孔:0.2mm
最小線寬:0.127mm
最小線距:0.127mm
表面處理:沉金
外形公差:+0.05/-0.15mm(板內無定位孔)
特殊要求:控深鉆間距:P1.9
P1.923顯示屏HDI
-

-
型號:GHM06C03444A0
階層:6層二階
板材:EM825
板厚:2.0mm
尺寸:199.85mm*299.85mm
最小盲孔:0.1mm
最小埋孔:0.2mm
最小線寬:0.127mm
最小線距:0.127mm
表面處理:沉金
外形公差:+0.15/-0.05mm(板內無定位孔)
特殊要求:控深鉆間距:P1.923
同類文章排行
- 2017年度中國電子電路板PCB百強企業排行榜
- 2017全球PCB制造企業百強排行榜
- 2014年線路板廠綜合排名——你必須知道!
- 世界頂級電路板廠商排行榜
- HDI廠之2015全球百大PCB企業榜單出爐,中國大陸PCB企業占34家!
- HDI PCB的應用及其優勢
- 看4G與5G基站電路板需求對比
- 實拍贛州深聯線路板廠生產車間,PCB全流程驚艷你的視野
- 2018年電路板行業原材料漲價潮又要開始了
- 電路板廠教你快速識別PCB綠色產品標識
最新資訊文章
- HDI 板行業趨勢洞察:未來之路在何方?
- 一個卓越的電路板廠需要具備哪些關鍵條件?
- PCB 廠憑啥能成為電子產業的 “幕后英雄” ?
- 未來 PCB 將迎來哪些顛覆性突破?
- 綠色環保趨勢下,汽車軟硬結合板材料如何革新?
- PCB 行業未來十年,將迎來哪些顛覆性變革?
- 智能化浪潮下,汽車軟硬結合板如何賦能智能駕駛?
- 未來電路板會在物聯網應用中有何新突破?
- 軟硬結合板憑什么在汽車電子中備受青睞?
- 手機無線充線路板的未來發展方向在哪?

共-條評論【我要評論】