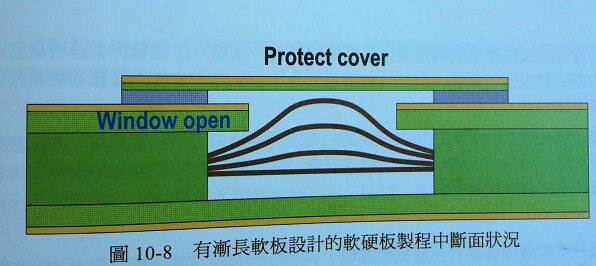
軟硬結(jié)合板的堆疊接合制程相當(dāng)困難需要許多步驟,其中在PTH制程前需要進(jìn)行密封作業(yè)的設(shè)計(jì)應(yīng)該是最差的案例。采用漸長(zhǎng)軟板結(jié)構(gòu)問題是比較小的,在蓋板底下應(yīng)該可以壓縮其增加的軟板長(zhǎng)度,這樣可以避免額外的制程問題。典型應(yīng)對(duì)漸長(zhǎng)軟板的堆疊方式,是將蓋板切割出局部槽形窗讓比較長(zhǎng)的彎折軟板層可以穿過來(lái)釋放壓縮。從蓋板處暴露的軟板面與復(fù)雜內(nèi)部暴露區(qū)域,必須要被密封以避免無(wú)電析鍍、帶藥水污染等問題。密封漸層軟硬結(jié)合板的方法,要看需要處理的數(shù)量范圍而定,可以用相當(dāng)依賴技巧的手動(dòng)貼膠到各種暫時(shí)性成形膠膜密封等方式進(jìn)行,這些處理會(huì)讓軟硬結(jié)合板凸起,在完成后都必須要去除。這樣產(chǎn)品的制程中典型斷面狀況,如圖10-8所示。
其他堆疊接合制程問題:
1.各軟板層朝向曲線外部逐漸變長(zhǎng),如:第一層在硬質(zhì)區(qū)之間的長(zhǎng)度是2In,第二層可能就成為2.02in,各層兩者間的工具孔也會(huì)增加同樣長(zhǎng)度,在堆疊時(shí)層間會(huì)利用插梢定位,各軟板層都因?yàn)轭~外長(zhǎng)度而朝上突出。這必須要在軟板邊緣開縫并切掉多余區(qū)域,還要包含所有影響重新分配額外長(zhǎng)度的材料。要留意模具設(shè)計(jì),以確認(rèn)切割邊緣位置確保堆疊時(shí)能夠回復(fù)邊緣密封性。
2.各個(gè)逐漸增長(zhǎng)的軟板都需要有額外的工具插梢,以防止在堆疊時(shí)產(chǎn)生向外偏滑問題。除非使用足夠的插梢,否則多出來(lái)的軟板長(zhǎng)度在壓合中會(huì)伸入硬板區(qū),這樣會(huì)扭曲鄰近線路位置。
3.如果蓋板進(jìn)行開窗處理允許軟板向外突出,壓合治具必須要能夠具有釋放結(jié)構(gòu)來(lái)適應(yīng)軟板突出。可能需要額外的墊板來(lái)建構(gòu)治具厚度,這樣突出的部分才不會(huì)接觸到壓機(jī)的壓合墊。
4.在數(shù)位控制鉆孔與切形,應(yīng)該要用比較高的壓力腳及工具來(lái)避開突出的部分。有可能必須利用轉(zhuǎn)換板來(lái)支撐軟硬結(jié)合板,這樣可以讓出必要的空間來(lái)適應(yīng)堆疊結(jié)合與機(jī)械處理的平整度,鉆孔與切形程式在這里應(yīng)該要做鏡射處理。
5.光阻壓合可能需要額外的填充板或墊片,這樣才能有適當(dāng)?shù)膲毫D(zhuǎn)移到光阻膜上,以真空輔助的片狀壓合一般是必要的作法。
6.這種堆疊結(jié)合可以降低組立壓力,但是在平面狀態(tài)下會(huì)有比較高的應(yīng)力,整個(gè)后續(xù)制程與組裝階段,這種堆疊結(jié)合的軟硬結(jié)合板都會(huì)在拱起部分有額外的應(yīng)力。烘烤、機(jī)械沖擊或撓曲,都可能弱化軟板與硬質(zhì)區(qū)域的結(jié)合性或者加速銅皮疲勞。
7.邊緣處理—應(yīng)用半硬化材料在內(nèi)圓角沿著軟板層根部進(jìn)行圓角填充處理來(lái)幫助改善彎折應(yīng)力的分布。
HDI") 通訊手機(jī)HDI
通訊手機(jī)HDIHDI") 通訊手機(jī)HDI
通訊手機(jī)HDI 通訊模塊HDI
通訊模塊HDI 5G模塊PCB
5G模塊PCB