六層以上兩次壓合盲埋孔線路板(含六層)
產品特征:一般為2張上板經過兩次壓合組成,表層芯板具有盲孔。內層通常無埋孔。
工藝路線:一次壓合→鉆孔→一次金屬化→芯板單面圖形制作→inspecta鉆銷釘孔→層壓→雙軸鉆靶→微蝕→鉆孔→孔金屬化→外層圖形。
技術難點:當結構以高多層板為主,通常第一次壓合不對稱時會有嚴重的變形。
當結構為內層鉆孔孔位要求高,第一次壓合后單面圖形制作對位要求高。
對外層銅厚有較嚴格的控制要求
3.3.1六層以上兩次壓合盲埋孔線路板ME制作要求
|
技術難點 |
原因 |
ME制作要求 |
|
芯板收縮比例 |
第一次層壓的對位要求較高 |
|
|
第二次層壓 |
結構不對稱時,變形難以消除 |
需進行提示,當結構有較大的不對稱時(與案例不同),要及時進行質量跟進。 |
|
層壓易偏位 |
鉚釘定位易偏位, |
層壓定位方式為有銷定位 |
|
第一次鉆孔及單面圖形比例 |
第一次壓合厚度較小時(0.5mm以下),第二次壓合的收縮較大 |
需及時要求PE進行該結構的測試。 |
|
銅厚控制 |
外層經多次電鍍,難以進行細線路加工或滿足客戶要求。 |
第二次層壓后微蝕,厚度控線路制作要求進行控制。 |
|
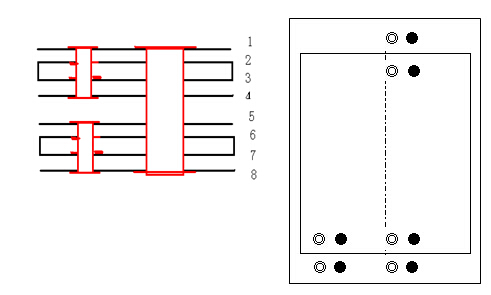
一次層壓靶標點 |
內層靶標位置分布有利于誤差互補 |
分布中線有利于定位孔加工,圖示為較佳組合,可通用于各種鉆靶機 |
|
靶標設計 |
第一次壓合后單面圖形對位較差 |
去除單面圖形的識別點及靶標點,該位置為無銅區,利用其它孔進行對位檢驗。 |
|
二次層壓靶標點 |
內層靶標位置分布有利于誤差互補 |
當材料利用率不允許時,盡可能放入中線區域,第二次識別點可由靶標孔取代,但必需有一點偏置。 |
六層以上兩次壓合盲埋孔線路板加工過程控制
|
重點工序 |
控制點 |
不良后果 |
|
內層鉆靶 |
有偏位時要跟據偏位情況進行校正 |
外層通孔與盲孔對位不良或內層偏位。 |
|
層壓準備 |
第一次壓合防止鉚合偏位,可用X光進行檢驗 |
對位偏 |
|
內層圖形 |
第一次壓合后單面圖形與孔對位要求最高,一般不能偏50%,表層芯板加工后再進行內部芯板加工。 |
對位不良會破壞定全部定位系統。未經電鍍芯板先加工會造成所有比例無法修正。 |
|
層壓 |
鉆靶均分,收縮大于0.15mm時要報警 |
外層盲孔對位偏 |
|
層壓 |
不對稱結構防變形 |
變形超差 |
|
鉆孔 |
外層通孔位與盲孔對位。出現偏位要跟據情況進行補正 |
通孔下盲孔對位不良 |
|
電鍍 |
鍍層均勻性及厚度控制 |
銅厚超差 |
|
外層圖形 |
一般使用自曝光機進行加工。 使及手動曝光要加強對通孔及盲孔的對位情況的檢驗 |
外層盲孔對位偏 |
3.3.3案例分析
C1120,C1973
3.4六層以上三次壓合埋盲孔板
產品特征:一般為2張上板經過三次壓合組成,表層芯板具有兩次盲孔,通孔與盲孔的對位要求極高,偏差互補性較差。
工藝路線:一次壓合→鉆孔→一次金屬化→芯板單面圖形制作→二次層壓→雙軸鉆靶→微蝕→鉆孔→孔金屬化→單面圖形→三次層壓→雙軸鉆靶→微蝕→鉆孔→孔金屬化→外層圖形
技術難點:當結構以高多層板為主,通常第一、二次壓合不對稱時會有嚴重的變形。
當結構為內層鉆孔孔位要求高,第一、二次壓合后單面圖形制作對位要求高。
對外層銅厚有較嚴格的控制要求。
目前還缺少對此類產品的加工經驗。
|
技術難點 |
原因 |
ME制作要求 |
|
芯板收縮比例 |
第一次層壓的對位要求較高 |
|
|
第一、二次層壓 |
結構不對稱時,變形難以消除 |
需進行提示,當結構有較大的不對稱時(與案例不同),要及時進行質量跟進。 |
|
第一,及二次鉆孔及單面圖形比例 |
第一、二次壓合厚度較小時(0.5mm以下),第二次壓合的收縮較大 |
需及時要求PE進行該結構的測試。 |
|
銅厚控制 |
外層經多次電鍍,難以進行細線路加工或滿足客戶要求。 |
第一、二次層壓后微蝕,厚度控線路制作要求進行控制。 |
|
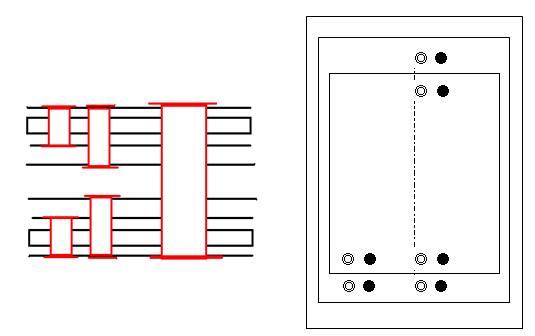
一次層壓靶標點 |
內層靶標位置分布有利于誤差互補 |
分布中線有利于定位孔加工,圖示為較佳組合,可通用于各種鉆靶機 |
|
靶標設計 |
第一、二次壓合后單面圖形對位較差。一般要進行質量跟進。 |
去除單面圖形的識別點及靶標點,該位置為無銅區,利用其它孔進行對位檢驗。 |
|
二次層壓靶標點 |
內層靶標位置分布有利于誤差互補 |
當材料利用率不允許時,盡可能放入中線區域,第二次識別點可由靶標孔取代,但必需有一點偏置。 |
六層以上三次壓合埋盲孔線路板加工過程控制
|
重點工序 |
控制點 |
不良后果 |
|
內層鉆靶 |
有偏位時要跟據偏位情況進行校正 |
外層通孔與盲孔對位不良或內層偏位。 |
|
層壓準備 |
第一次壓合防止鉚合偏位,可用X光進行檢驗 |
對位偏 |
|
內層圖形 |
第一次壓合后單面圖形與孔對位要求最高,一般不能偏50%,表層芯板加工后再進行內部芯板加工。 |
對位不良會破壞定全部定位系統。未經電鍍芯板先加工會造成所有比例無法修正。 |
|
層壓 |
不對稱結構防變形 |
變形超差 |
|
層壓 |
變形后鉆靶困難,盡可能使用均分功能,“求心”加工時對收縮進行分析,對鉆孔定位進行修正 |
外層盲孔對位偏 |
|
鉆孔 |
當“求心”方式加工時,要對靶標進行修正 |
通孔下盲孔對位不良 |
|
電鍍 |
鍍層均勻性及厚度控制 |
銅厚超差 |
|
外層圖形 |
一般使用自曝光機進行加工。 使及手動曝光要加強對通孔及盲孔的對位情況的檢驗 |
外層盲孔對位偏 |
3.4.3案例分析
目前暫無
3.5表面為芯板5OZ板
產品特征:一般為2張上板經過一次壓合組成,表層芯板及內層芯板具有盲埋孔,通孔與盲孔的對位要求較小,加工過程中芯板尺寸變化較大,偏位較多。
工藝路線:鉆孔→金屬化孔及表面銅厚為5OZ→芯板單面圖形制作及雙面圖形制作→層壓→雙軸鉆靶→微蝕→鉆孔→孔金屬化→外層圖形
技術難點:芯板尺寸穩定性主要由金屬化厚度、殘銅量、芯板厚度決定
層間介質層厚度以1080、2116構成,需要對填膠量進行分析。
對外層銅厚有較嚴格的控制要求。

3.5.1表面為芯板5OZ板ME制作要求
|
控制項目 |
原因 |
ME制作要求 |
|
芯板鉆孔程序比例縮放 |
薄板孔金屬化尺寸變化 |
按電鍍種類對鉆孔程序及內層菲林進行縮放比例,見附錄3 |
|
芯板電鍍 |
鍍層厚度對填膠有較大影響 |
190um≥內外層銅厚≥150um |
|
內層單面及雙面圖形比例 |
電鍍后芯板收縮,蝕刻后會有一定增加。 |
單面圖形比例目前按芯板進行縮放 |
|
輔助菲林圖形 |
防止內層制作偏位時,對內層識別點及靶標位置干擾。 |
輔助菲林要求無識別點或靶標點, |
|
層壓易偏位 |
|
層壓定位方式為有銷定位 |
|
識別點及靶標位置 |
|
按下圖所示“◎”為靶標,“●”識別點。靶標位于識別點與中線之間,可以在中線上(要回避曝光定位孔) |
3.5.2表面為芯板5OZ板加工過程控制
|
重點工序 |
控制點 |
不良后果 |
|
芯板電鍍 |
190um≥內外層銅厚≥150um |
對位偏 |
|
內層圖形 |
內層圖形與芯板孔位對位 |
|
|
層壓 |
壓力(比正常板大) |
填膠不良 |
|
層壓 |
微蝕 |
厚度控制 |
|
鉆孔 |
鉆孔數及內層對位 |
|
|
阻焊 |
多次綠油厚度 |
|
|
整平 |
錫爐溫度控制 |
易產生白點 |
3.5.3案例分析
D0692
 通訊手機HDI
通訊手機HDI 通訊手機HDI
通訊手機HDI 通訊模塊HDI
通訊模塊HDI 5G模塊PCB
5G模塊PCB