五、汽車天線PCB翹曲怎么改善?
1、PCB設計時的注意事項
1)板內鋪銅,增加版面張力。
當板長80mm以上無銅,板厚小于1.0mm時,會導致板翹。
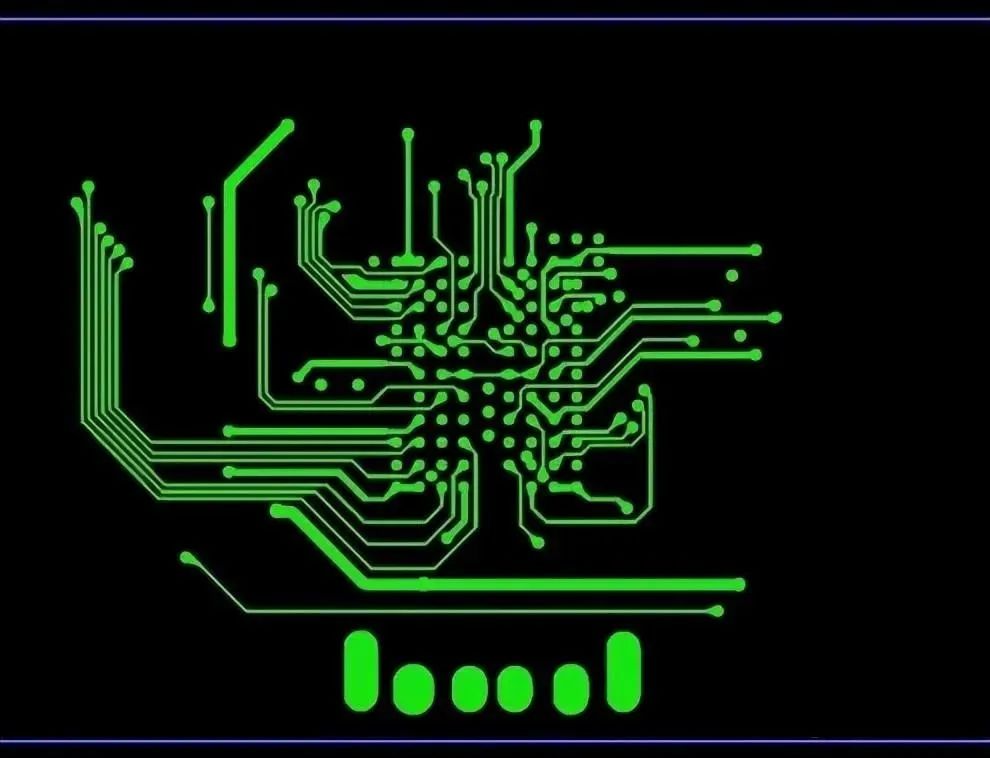
銅前
如果板子不能壓合,又不能加厚,就采用重壓翹板。
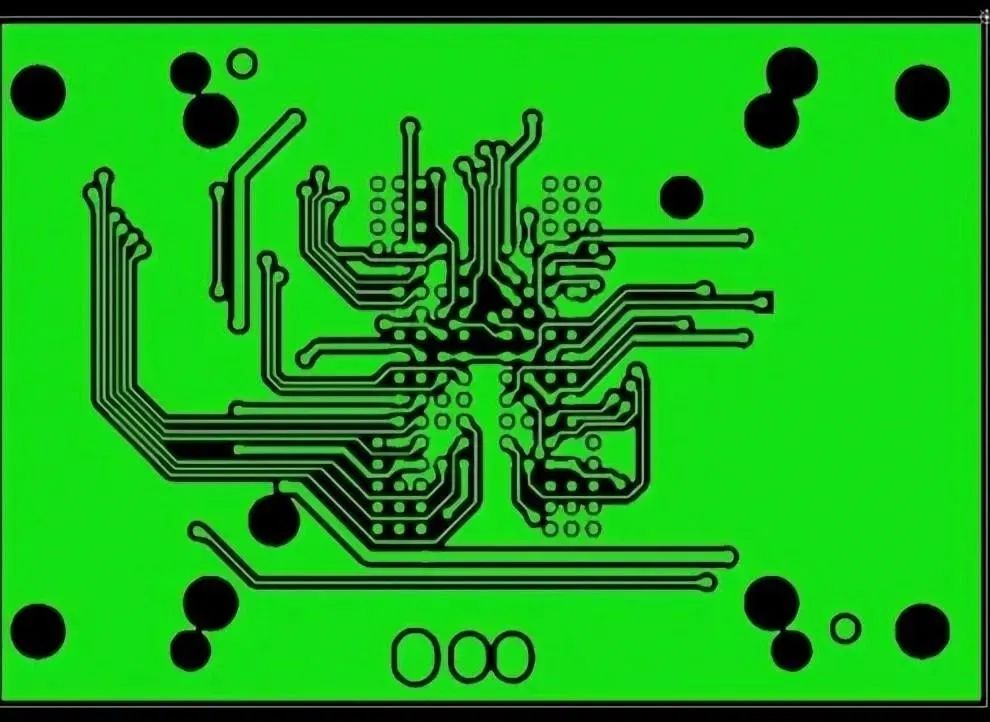
鍍銅后
2)鏤空區域覆銅,加上工藝
當板子空心位置太多,板子太大時,回流焊后容易彎曲。
在PCB的制造過程中,所有介電層之間分布均勻。然而,正是銅層分布不均勻導致PCB翹曲發生。為防止翹曲,設計工程師必須平衡電路板每一層上的銅圖案與電路面積。設計工程師還必須平衡元件布局、裝配分布和熱分布以減少翹曲。
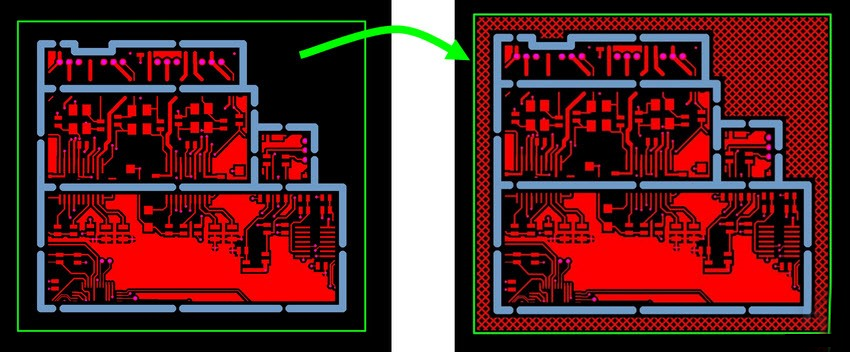
鏤空區域覆銅,加上工藝
例如,如果最外面的頂面有一個大的銅表面,而最外面的底面只有很少的銅跡線,那么PCB在蝕刻后將有更大的翹曲趨勢。設計工程師必須確保兩個外層的線圖案面積盡可能匹配。如果兩側的銅面積差異很大,則設計人員最好在薄側添加一個單獨的銅網格以平衡兩者。
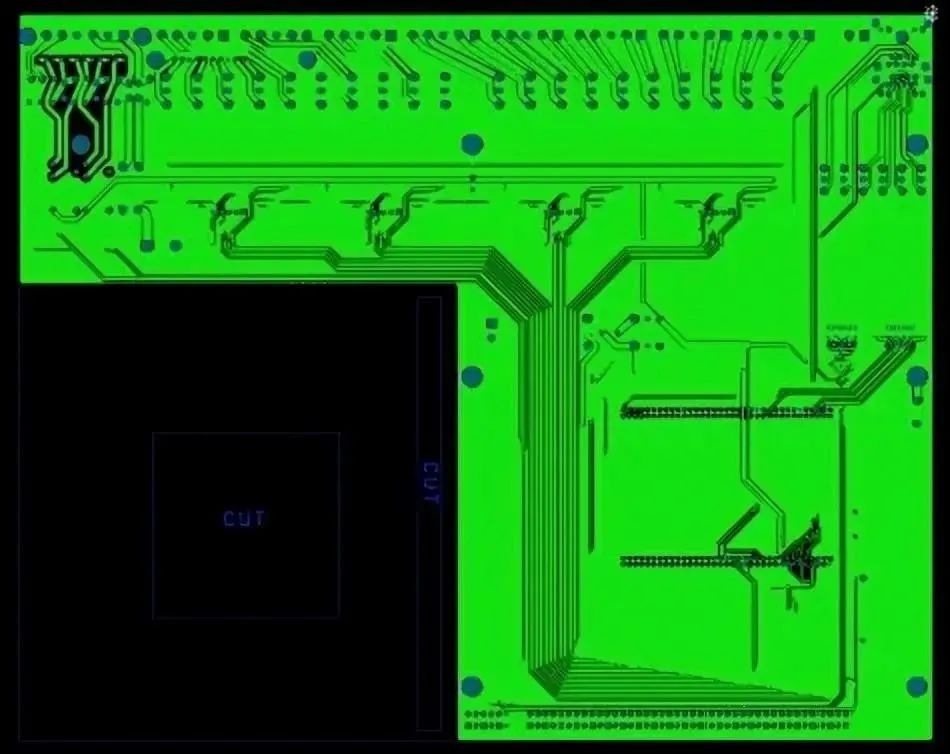
鍍銅前
建議:在鏤空區域鍍銅,減少板子翹曲;另外,如果板子內部不影響功能,也要鋪銅;最后一個建議是加工藝邊,邊工藝邊鋪銅。
鍍銅后
3)芯板與PP板為同一品牌
多層板的芯板和PP板必須是同一品牌,否則板子會翹曲。
比如6層板的pp片材不對稱:2-3芯板的pp片材薄,4-5芯板的pp片材厚,這樣一壓就翹了被壓了出來。因此,芯板和PP片材必須是同一品牌,以保證厚度一致,保證多層板PP片材的對稱性。
4)層預浸料的排列保持對稱
制造商必須確保層間預浸料的排列保持對稱。例如,對于六層板,1-2層和5-6層之間的厚度最好相同,包括預浸料片的數量。這將防止層壓后翹曲。
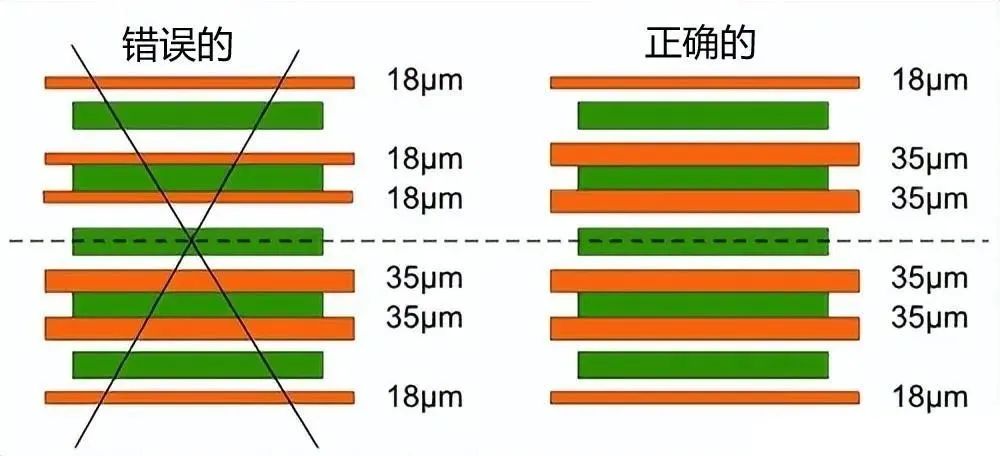
層預浸料的排列保持對稱
2、PCB加工過程中的注意事項
1)切割前的PCB
覆銅板切割前對PCB進行烘烤(150℃,時間8±2小時)的目的是為了去除板子中的水分,同時使板子中的樹脂完全固化,進一步消除電路板中的剩余應力,這對于防止電路板翹曲很有用。
目前,很多雙面、多層板仍堅持下料前或下料后的烘烤步驟。但是,有些板廠也有例外。目前PCB廠的烘干時間也不一致,4-10小時不等。建議根據生產的印制板等級和客戶對翹曲的要求來決定。
整塊烤好后切割成拼圖或下料后再烤,兩種方法都是可行的。建議切割后烤板,內板也應該烤。
2)預浸料的經緯度
預浸料貼合后,經緯向收縮率不同,落料和貼合時必須區分經緯向,否則容易造成成品板貼合后翹曲,即使對烤板施加壓力也難以矯正。
造成多層板翹曲的原因很多是由于層壓時預浸料在經緯方向上沒有區分,隨意堆放。
如何區分經緯度?軋制預浸料的軋制方向為經向,寬度方向為緯向;對于銅箔板,長邊為緯向,短邊為經向。如果你不確定,可以向制造商或供應商查詢。
3)貼合后應力消除
多層板經過熱壓和冷壓后,取出、切割或銑掉毛刺,然后平放在150℃的烤箱中4小時,逐漸釋放板內應力并使樹脂完全固化,這一步不能省略。
4)薄板在電鍍時需要矯直
0.4~0.6mm超薄多層板用于表面電鍍和圖案電鍍時,應制作專用夾輥。在自動電鍍線上將薄板夾在夾輥上后,用圓棒夾住整個夾輥。將滾輪串在一起,將滾輪上的所有板材拉直,使電鍍后的板材不會變形。
沒有這個措施,電鍍20到30um的銅層后,板材會彎曲,很難補救。
5)熱風整平后板子的冷卻
PCB用熱風整平時,會受到焊錫槽的高溫(約250℃)的影響。取出后應放在平整的大理石或鋼板上自然冷卻,然后送至后處理機進行清洗,這有利于防止電路板翹曲。
有的工廠為了提高鉛錫面的亮度,熱風整平后立即將板子放入冷水中,幾秒鐘后取出進行后處理。這種冷熱沖擊可能會導致某些類型的電路板翹曲。扭曲、分層或起泡。
此外,可在設備上安裝氣浮床進行冷卻。
六、PCB翹曲修復方法
1、PCB工序中PCB翹曲修復
在PCB工序中,翹曲比較大的板材通過輥式整平機挑出整平,然后進入下一道工序。許多PCB制造商認為這種做法對于降低PCB成品板的翹曲率是有效的。
2、PCB成品板翹曲修復
對于成品,翹曲明顯超差,不能用輥式整平機整平。一些PCB廠將其放入小型壓力機(或類似夾具)中以壓制翹曲的PCB板,停留幾個小時到十個小時進行冷壓整平,從實際應用來看,這種做法的效果并不是很明顯。一是整平效果不大,二是壓平后的板子容易回彈(即翹曲恢復)。
有的PCB廠會把小壓機加熱到一定溫度,再對壓平的PCB板進行熱壓,效果會比冷壓好,但壓力過大會導致線材變形;如果溫度過高會產生松香變色及其變色等缺陷。而且,無論是冷壓整平還是熱壓整平,都需要很長時間(幾個小時到十幾個小時)才能看到效果,壓平后的PCB板翹曲反彈比例也很高。
這里推薦了弓形模具的熱沖壓壓平方法。根據要平整的PCB面積,使用簡單的弓形模具(見圖1)。這里,提出了兩種類型的調平操作。

1)將翹曲的PCB板夾入弓形模具,放入烤箱烘烤整平方法:
翹曲的PCB板彎曲面對模具的曲面,調整夾具螺絲使PCB板向反方向變形翹曲,然后將帶有PCB板的模具放入烤箱中加熱到一定溫度進行烘烤,烤一會兒。在加熱條件下,基板應力逐漸松弛,變形的PCB板恢復到平整狀態。但烘烤溫度不宜過高,以免松香變色或基材變黃。但溫度不宜過低,在較低溫度下完全松弛應力需要較長時間。
一般可以將基材的玻璃化轉變溫度作為烘烤的參考溫度,玻璃化轉變溫度是樹脂的相變點,在此溫度下聚合物鏈段可以重新排列,使基材應力充分松弛。
因為平整效果很明顯,用弓形模具壓扁的好處是投資很小。烤箱都可以在PCB工廠獲得。調平操作非常簡單。如果翹板數量比較多,做幾個弓形模具就夠了。你可以將它們放入烤箱一次。模具少,干燥時間比較短(幾十分鐘左右),所以整平工作效率比較高。
2)將PCB板軟化后夾入弓形模具壓平方法:
對于翹曲變形比較小的PCB板,可以將待整平的PCB板放入已經加熱到一定溫度的烘箱中(即溫度設定可參照基材的玻璃化轉變溫度確定,基材在烘箱中烘烤一定時間,觀察軟化情況確定。一般玻璃纖維布基材的烘烤溫度較高,紙基板的烘烤溫度可以低一些;厚板的烘烤溫度可以略高一些,薄板的烘烤溫度可以略低一些。
噴過松香的PCB板,烘烤溫度不宜過高。烘烤一定時間,然后取幾張到十幾張,夾入弓形模具,調整壓力螺絲,并使PCB板輕微翹曲,反方向變形。板子冷卻定型后,即可卸模,取出壓平的PCB板。
弓模壓平后PCB板翹曲低;即使經過波峰焊后也基本可以保持平整狀態;對PCB板外觀顏色的影響也很小。
PCB板翹曲是PCB制造商頭疼的問題。它不僅降低了產量,而且影響了交貨時間。如果采用弧形模具進行熱整平,且整平工藝合理合適,可以將翹曲的PCB板整平,解決交貨期問題。
以上就是關于PCB翹曲、PCB翹曲原因及解決方法的簡單介紹,希望能夠對大家有用,歡迎大家多多指教。
 通訊手機HDI
通訊手機HDI 通訊手機HDI
通訊手機HDI 通訊模塊HDI
通訊模塊HDI 5G模塊PCB
5G模塊PCB