HDI埋孔用樹脂塞孔流程長成本高,文章通過優(yōu)化生產(chǎn)流程、縮短生產(chǎn)周期、并降低制作成本的角度出發(fā),對HDI板埋孔(0.6mm~1.0mm厚度)采用半固化片填充的工藝技術(shù)及實務(wù)經(jīng)驗提出一些見解。
1.前言
中低階HDI PCB產(chǎn)品(1N1/2N2/3N3)內(nèi)層埋孔(Buried hole)是常態(tài)性的設(shè)計應(yīng)用,內(nèi)埋孔的塞孔工藝常見的有壓合半固化片直接半固化片填膠、電鍍后樹脂塞孔、線路后壓合前樹脂塞孔三種。目前壓合半固化片填膠方式,業(yè)界大多數(shù)于芯板厚度較薄的,板厚僅敢控制于0.6 mm(24 mil)已下,高厚比例的訂單讓給樹脂塞孔,高成本的制程很難免除。本文是要提供 PCB業(yè)界一個可以提高HDI板芯層到1.0 mm(40 mil)以下,直接壓合半固化片填膠,且可確保高良率高可靠度的量產(chǎn)工藝技術(shù),有效降低HDI工序成本。
2.HDI產(chǎn)品各種內(nèi)埋孔填膠不同工藝流程的分析與比較
2.1電鍍后樹脂塞孔工藝,流程如下
前工序→芯層機(jī)械鉆孔→沉銅、板電→樹脂塞孔→砂帶磨板→線路影像→壓合→后工序
樹脂塞孔是業(yè)界比較熟悉工藝流程,以白榕生老師所介紹的日本野田采山榮化學(xué)PHP-900系列樹脂油墨塞孔技術(shù)為其代表,推廣到整個HDI領(lǐng)域;雖近年來各廠家許多新樹脂油墨的推出降低了塞孔油墨成本,但采用印刷機(jī)或滾涂機(jī)樹脂填膠之后,再用機(jī)械重刷磨除表面溢膠的工序,仍讓總體樹脂塞孔的工序成本偏高;后續(xù),因為重刷磨制程使量產(chǎn)批量板,尺寸R值分布加大問題,以及若不慎發(fā)生刷材掉砂的異常時,會嚴(yán)重影響線路良率也是缺點之一。
2.2形成線路后樹脂塞孔工藝,流程如下
前工序→芯層機(jī)械鉆孔→沉銅、板電→線路形成→棕、黑化→樹脂塞孔→表面余膠黏除→壓合→后工序
此為線路前樹脂塞孔的變形工藝,可以減少重刷磨的成本,業(yè)界有少許HDI企業(yè)采用。制作完內(nèi)埋孔層線路,棕/黑化完成后進(jìn)行塞孔流程,再用覆蓋膜設(shè)備滾送黏除表面塞孔處凸出過量的樹脂油墨,之后直接壓合制程。此工藝雖可避開刷磨的流程成本,同時降低打磨造成線路開路的報廢率,但此流程對于棕/黑化絨毛地刮傷及壓合前環(huán)境臟污沾染于樹脂上,爆板的質(zhì)量問題有不良影響,牽涉到總體環(huán)境清潔管理「人」的問題,無錫T廠就曾因為壓合車間的重新規(guī)劃,造成連續(xù)3個月的批量性爆板客訴問題,人員及環(huán)境的管理,是PCB企業(yè)不容易克服的議題,華通計算機(jī)于2010年開始已改回電鍍后樹脂塞孔工藝取代此工藝,金像電子及健鼎電子目前則持續(xù)有采用此流程。
2.3壓合PP直接填膠,流程如下
前工序→核心層機(jī)械鉆孔→沉銅、板電→線路影像→壓合→后工序
內(nèi)埋孔芯層厚度0.6 mm以下中、薄板領(lǐng)域業(yè)界HDI廠多已成熟的直接采用壓合填膠,因為此工藝流程最短、成本最低。然而X-N-X結(jié)構(gòu)HDI內(nèi)埋層厚度居于0.6 mm~ 1.0 mm卻是占比例最大的產(chǎn)品,許多廠家測試一直無法能整個量產(chǎn)百分百有效的克服壓合后凹陷程度,使能突破干膜的貼合能力質(zhì)量正常的門坎,加上PN材料的變遷,使得此低成本流程無法擴(kuò)大使用。所列表格是采用0.2 mm孔徑內(nèi)埋孔,由壓合半固化片填膠替代樹脂塞孔的成本比較。每平方米都可以至少降低流程成本64.59元~75.35元,假設(shè)HDI產(chǎn)能為2.8萬m2尺/月,可以有每個月降低超過成本150萬人民幣的重大效益。因此,即便是購買高轉(zhuǎn)速機(jī)械鉆孔機(jī)或冷熱壓機(jī),都可以在很短的時間內(nèi)有回收投資。
壓合PP填膠有高耐熱性的優(yōu)點,板材Z軸膨脹系數(shù)3.5%(50 ℃ ~ 260 ℃),而銅的膨漲系數(shù)17×10-6/℃,樹脂油墨143×10-6/℃(≥Tg)。樹脂塞孔流程PCB層構(gòu)含三種材料,整個客戶SMT組裝過程中,XYZ熱膨脹系數(shù)變異多。直接壓合PP填膠,除了減少了塞孔油墨樹脂的變因,且PP膠于埋孔處和層間PP層同質(zhì)膠連,就如同建筑過程樓層與柱子中整體灌澆混凝土水泥的狀況,可以有效增加材料的強固性;圖2是Y公司量產(chǎn)由樹脂塞孔改壓合填膠實際出貨爆板DPPM統(tǒng)計經(jīng)驗。初始樹脂塞孔工序因為有許多機(jī)率性的塞孔微瑕疵,壓合前沒有增加脫機(jī)烘烤,容易藏匿水氣壓入板材內(nèi)造成948D×10-6的爆板問題;經(jīng)工序改善壓合前增加立式烤箱烘烤,雖有效改善使缺陷降到0.018%,但更有效的是采用直接壓合PP填膠的工藝,一個季度內(nèi)降到0.0032%。
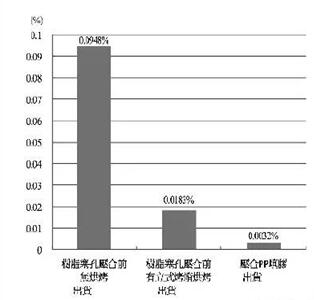
圖2壓合PP填膠爆板
(未完待續(xù))
敬請關(guān)注:HDI埋孔(0.6 mm ~ 1.0 mm厚度)采用半固化片填充的關(guān)鍵因素淺析(下)
3.HDI內(nèi)埋芯層板厚0.6 mm ~ 1.0 mm壓合PP直接填膠工序的關(guān)鍵條件
4.質(zhì)量問題及其改進(jìn)方法
5.技術(shù)的推廣與結(jié)論
HDI") 通訊手機(jī)HDI
通訊手機(jī)HDIHDI") 通訊手機(jī)HDI
通訊手機(jī)HDI 通訊模塊HDI
通訊模塊HDI 5G模塊PCB
5G模塊PCB